IX.
Making Tungsten Wire.

A PROCESS IN THE TREATMENT
OF TUNGSTEN ORE.
Close to the Tungsten Laboratory is
a department where some very interesting operations
are carried on. But in order not to interrupt the tungsten
chapter in the lamp story, we shall put that department
on one side for a moment.
What we have now to watch is the change from tungsten
powder to tungsten wire. Pressure, heat, electricity and a mighty hammering are
the four agents in this extraordinary change.
As the first step, a quantity of tungsten powder
is packed into a narrow channel between thick steel walls. A slab of steel closes
this channel and makes a box of it. The whole arrangement is then placed in a
hydraulic press and subjected to such enormous pressure that the slab squeezes
the powder into a stick-about the size of an ordinary stick of sealing-wax-which,
although brittle, can be picked up and handled with a certain amount of freedom.
The powder, in fact, has been squeezed solid; but it is not solid enough to be "worked."
A heavy current of electricity is now passed through
the stick of tungsten, which is hung vertically in a protecting envelope of hydrogen
and nitrogen gas during the process. The heat generated by the current welds
the particles of tungsten together-they "cohere," as the technical phrase goes
and the brittle stick becomes a metal rod, fit for mechanical treatment.
The treatment it receives is drastic enough. It
is heated and hammered until it is drawn out long and thin-a process known as "swaging." The
deafening noise made by the swaging machine is a token of the vigour of the process,
which has the effect not only of lengthening the rod into a thick wire but of
making the metal more ductile-that is to say, more capable of "flowing " and
being drawn out into finer and finer wires.
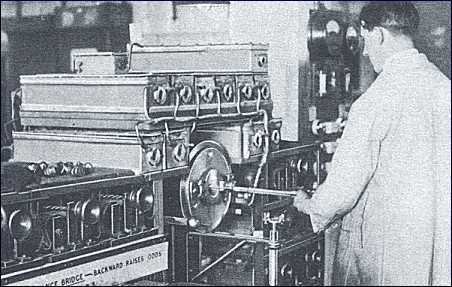
"SWAGING" OR HAMMERING HOT TUNGSTEN
BARS.
SWAGING HAS THE EFFECT OF LENGTHENING
THE RODS INTO A THIN WIRE AND MAKING THE
METAL MORE DUCTILE.
Wire-drawing is an ancient industry,
but one that never loses its fascination. To watch
a short rod being transformed, stage by stage, into
an enormous length of the thinnest wire is to gain
a new a sense of the inveterate ingenuity of man. Yet
the process is quite straight-forward. It consists
of forcibly drawing the rod-which is first heated-through
a hole a little smaller than the rod, the metal lengthening
as it is drawn. Again it is heated and drawn through
a still smaller hole; and so on until the desired fineness
of wire is obtained.
One thing that puzzles people who see tungsten
wire-drawing for the first time is how the end of the wire is got into a die
smaller than itself, so that the rest of the wire may be drawn through. The secret
lies in a tiny crucible where a chemical sodium nitrite is kept boiling. The
end of the wire is dipped into this chemical and is almost immediately eaten
away to a sharp point. So sharp, indeed, is the point, and so strong the wire,
that the almost invisible spear of tungsten can be driven for an inch or so into
one's flesh.
The metal actually gains in toughness with each
drawing; it is the die through which it is drawn that suffers. Diamond dies are
used, and examination proves that after they have been at work the holes increase
in size and sometimes get out of shape. As it is most important that the wires
in electric lamps should be exactly of a certain size, a careful watch has to
be kept on the dies.
In the Osram Works, machines are constantly employed
to regrind the dies. Each die, when worn, is re-ground to the size next above
its original size, so that there is no waste of costly gems. The grinding is
in itself a most interesting process. It is done by means of ordinary sewing
needles, which are moved
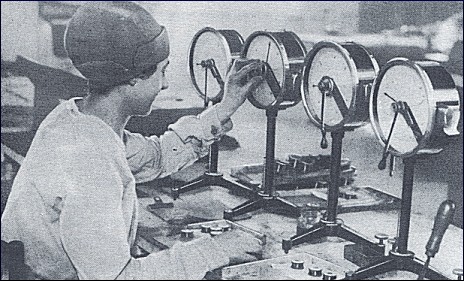
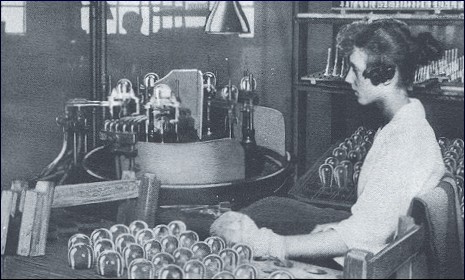
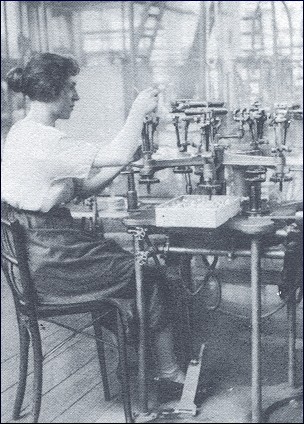
GAUGING THE DIAMETER OF FINE TUNGSTEN WIRE
BY WEIGHING A KNOWN LENGTH.
round and round inside the hole, very
much as a gardener moves a spud round and round in
the earth to make a conical depression. What could
be more curious than that a steel needle, with a little
diamond dust and oil, should be able to grind diamond,
which is almost the hardest thing in the world! The
process is, as one might expect, extremely slow, the
red-grinding of a diamond die occupying as long as
three weeks in some cases.
The final stages in the process of wire-drawing
leave the wire conveniently wound on bobbins. As already hinted, the lamp maker
needs to know the exact thickness of the wire he is using. A lamp to be used
on a 200 volt circuit must have a filament different from that of a similar lamp
intended for a 100 volt circuit. Now, it is possible to measure directly the
thickness of a wire which is so fine as to be hardly visible to the naked eye.
It is possible., but extremely difficult to do so accurately. Even in lamp making,
the longest way round is the shortest way home, and what is done in the Osram
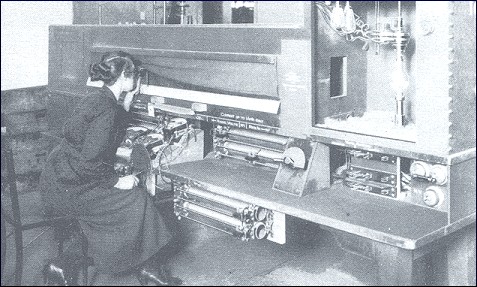
Lamp Works is to weigh a certain length of the wire. 200 millimeters of the wire
is snipped off-it is easy enough to do that accurately-and the piece is weighed
in a very delicate balance. Knowing the weight and the length the thickness can
be calculated.
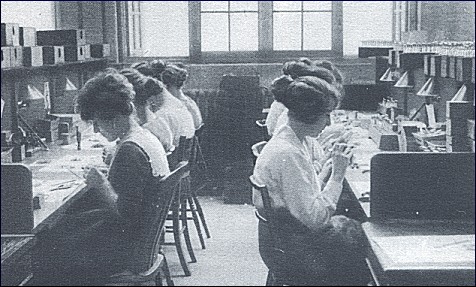
As a matter of fact the girls who carry out this
operation calculate nothing. The balances are so calibrated that the thickness
of the wire is directly read off a scale, the whole business taking only a few
seconds. The same indirect method is used to determine the diameter of the dies,
a short length of wire being pulled through each and weighed, the size of the
wire being, of course, the size of the die. The bobbins of wire are, like reels
of cotton, classified according to thickness and arranged ready to go downstairs
to the appropriate sections. The molybdenum metal referred to at the end of the
last chapter is also coaxed into the form of wire by similar methods and wound
on reels for use on the support inserting machines.
X.
Building up the "Foot."
We have now brought
glass bulbs and bobbins of tungsten wire together.
The next step is to build up the stem-or "foot" as
it is often called-on which the wire is mounted.
A glance at an ordinary electric lamp, such as
is used in our homes, will show that the filament is carried on wire supports
springing from a glass rod. This rod, in turn, is carried on a glass tube which
has been flattened where it joins the rod. Looking closer, one sees that two
wires go straight through this flattened part and Join up to the filament, and
that, from a small hole in the tube, just below the pinched portion, an inner
and smaller tube runs down into the interior of the lamp cap. The purpose of
this tube will appear later. These wires are known as "leading-in" wires; and
although they seem a mere trifle they are tremendously important and have had
a wonderful history. How important they are, will become clear when we see how
the "foot" is put together. For the time being we shall take them for granted.
The outer tube of the foot is cut from a length
of tubing, and one end opened out into a kind of bell-mouth in a gas flame. Originally
the cutting and bell-mouthing was done by hand; now it is done in a machine which
automatically cuts and feeds itself with pieces of glass tube, softens the end
of each in a flame, and then brings up a small instrument, something like a spinning
spear head, which opens out the softened glass. The inner tube and the rod are
simply cut to length and need no other preparation.
In another machine the tube, the rod and the leading-in
wires are welded together-again in gas flames. All
these component parts a  re
fed separately into the machine, which holds them in
their proper relative positions. As in many other machines
in the Osram Lamp Works, the parts under treatment
move in a circle, stage by stage; and at each stage
a new operation is performed. Here, in the first stage,
flames play on the lower end of the tubes and gradually
soften them. Then, when everything is ready, a pair
of pinchers comes forward, squeezes the outer tube
flat over the leading-in wires, and welds the flattened
part to the glass rod and inner tube. A gas flame is
then directed on to the surface of the outer, or flanged,
tube just opposite the point at which the inner tube
is melted into the "pinch," once more raising the temperature
of the glass at this spot above its melting point.
At the same time a jet of air is directed into the
bore of the small exhaust tube, causing a bubble of
glass to form at the heated spot and almost simultaneously
to burst, thus providing the desired communication
between the exhaust tube and the outer surface of the
flange tube. When the whole assembled "pinch" is, afterwards,
sealed into the bulb-by welding the flange of the former
to the neck of the latter-the tube is therefore the
only means of communication between the interior of
the lamp and the outside atmosphere. re
fed separately into the machine, which holds them in
their proper relative positions. As in many other machines
in the Osram Lamp Works, the parts under treatment
move in a circle, stage by stage; and at each stage
a new operation is performed. Here, in the first stage,
flames play on the lower end of the tubes and gradually
soften them. Then, when everything is ready, a pair
of pinchers comes forward, squeezes the outer tube
flat over the leading-in wires, and welds the flattened
part to the glass rod and inner tube. A gas flame is
then directed on to the surface of the outer, or flanged,
tube just opposite the point at which the inner tube
is melted into the "pinch," once more raising the temperature
of the glass at this spot above its melting point.
At the same time a jet of air is directed into the
bore of the small exhaust tube, causing a bubble of
glass to form at the heated spot and almost simultaneously
to burst, thus providing the desired communication
between the exhaust tube and the outer surface of the
flange tube. When the whole assembled "pinch" is, afterwards,
sealed into the bulb-by welding the flange of the former
to the neck of the latter-the tube is therefore the
only means of communication between the interior of
the lamp and the outside atmosphere.
XI.
Fixing the Supports.
Ingenious as the last
d  escribed
machine certainly is, it must give place, as a mechanical
marvel, to the machine used in fixing the supports
into the glass rod. escribed
machine certainly is, it must give place, as a mechanical
marvel, to the machine used in fixing the supports
into the glass rod.
These supports are short lengths of fine wire,
bent into a hook or a pig-tail twist at the end. The wire is made of molybdenum
which is very springy and withstands the high temperature of the filament.
As in most of the processes of lamp making, these
supports were originally put in by hand. The glass rod was melted at the end
and also near the top, where it was squeezed to form thicker portions, known
as "roses" or "buttons." The operator then picked up previously made supports
in a pair of forceps and pressed them one by one into a part of the button softened
in a blowpipe flame.
The girls engaged on this work developed a remarkable
degree of skill, fixing in support after support with a neatness and speed which
almost made a machine seem unnecessary. Nevertheless, the use of machinery was
called for, in order to keep pace with other processes. Two types of machine
are employed in the Osram Lamp Works. One inserts the supports singly, the foot
being turned a little after each insertion to bring the next into its correct
position. The other inserts an entire set of supports-which may be as many as
seventeen-in one operation.
This second machine is so complicated and is so quick
in action that its movements are, very difficult to
follow. 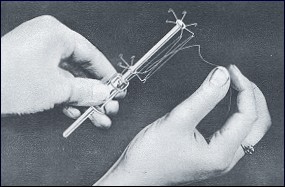 This
very difficulty, however, adds to the fascination it
exercises. After the operator inserts the foot, the
machine forms the roses in a gas flame, cuts off the
right lengths of molybdenum wire, forms a little hook
or pig-tall loop on the end of each length, and bringing
the other ends forward simultaneously, pushes them
into the softened roses. All this is done in as little
time as it would take to insert two or three single
supports by hand. This
very difficulty, however, adds to the fascination it
exercises. After the operator inserts the foot, the
machine forms the roses in a gas flame, cuts off the
right lengths of molybdenum wire, forms a little hook
or pig-tall loop on the end of each length, and bringing
the other ends forward simultaneously, pushes them
into the softened roses. All this is done in as little
time as it would take to insert two or three single
supports by hand.
The "one-support-at-a-time" machine works on much
the same principle and is used in certain cases, because it is more flexible.
That is to say, the number of supports to be inserted can be altered more readily.
The "all-supports-at-once" machine is used in departments where large numbers
of lamps of exactly the same pattern are made.
Here we may mention that everything used in the
making of Osram lamps is carefully inspected at every stage in the process of
manufacture. This is done so that any fault, however trifling, may be detected
before time and material have been wasted in producing a lamp which is not up
to the Osram standard. For example, every machine-made foot is tested to make
sure that the ends of the wires are not too close to each other in the glass
where they have been embedded. If they are too close or touching, there will
be a leakage of current from one to the other. The test is made in an instant
by bringing the ends of the wires into contact with electric terminals. If the
wires are not quite in order, a lamp lights up and gives effective warning of
the fault. Similarly, appropriate tests are repeatedly applied to the various
components during manufacture, and also to the assembled lamps after each of
the stages by which they approach completion.
XII.
Mounting the Filament.
With the fixing in of
the supports the "foot" of the lamp is complete and
ready for the filament. The latter has, however, to
be prepared for mounting. Tungsten wire is not only
very tough, but very easily tempered and in the case
of the ordinary vacuum lamp full advantage is taken
of these good qualities in winding on the filament,
which goes up and down in a zig-zag fashion from one
set of supports to the other.
Before mounting, the wire is kinked at points
which correspond to the bend at each support, this kinking being done in a machine
known as the "jazz" machine, because of its lighthearted movement. Wire is unwound
from the bobbins, as prepared in the wire-drawing department, and is caught up
on a drum carrying two rings of small pegs. As the drum revolves, the wire is "jazzed" over
one peg after another and is thus given a, zig-zag shape, but if something were
not done to "set" it, it would go back to its original form when released. So,
automatically, a current of electricity is sent for an instant through each limb
of the wire while it is still on the pegs, thus annealing it and reconciling
it permanently to its altered shape.
Emerging from the "jazz" machine, the wire is
seen to be bent at regular intervals. So excellent is the temper of tungsten
that the bends remain even after the wire is re-wound on spools, unwound once
more to pass through a bath which coats it with certain chemicals, and yet again
re-wound to be passed to the mounter.
The actual mounting is still done by hand. As
an operation, filament mounting is not perhaps so finnicking as fixing supports,
but to do it swiftly and correctly calls for a very high degree of skill.
Firstly, the end of the filament is fastened to
one leading-in wire. Then it is-wound up and down from one set of supports to
the other. Lastly, it is fastened to the other leading-in wire and simultaneously
cut off.
The "fastening" referred to is done by the only
piece of machinery which the operator has to assist her. It is a power pincher,
the laws of which cut the tungsten wire and press the end right into the substance
of the leading-in wire.
The whole process sounds simple and looks simple.
You see a girl bring the leading-in wire and the filament together and operate
the pincher. With deft movements she strings the filament as she turns the foot
round; finally she brings the pincher into action again and completes the circuit.
She does these things without haste, but also without wasting a single moment.
If she is clever she will perform the whole cycle of operations over two hundred
and fifty times in an hour-this being an average over an entire week, allowing
for rest and for interruptions.
It may here be mentioned that in order to encourage
the spirit of emulation, the speeds attained by the various operators in each
department are placarded week by week. The girls enter into the competition with
a real sense of sport, which is not spoiled by the fact that payment is according
to output, on a scale which rises very steeply after the standard output is exceeded.
ASSEMBLING BULBS AND FILAMENTS
("SEALING IN.")
XIII.
Assembling the Foot and the Bulb.
Having mounted the filament
on the foot the next step is obviously to mount the foot
in the bulb. In the next machine the bulb is placed with
its open mouth hanging downwards over the foot, which
is placed in the position which it will finally occupy
in the lamp. What has now to be done is to close the
mouth of the bulb over the flanged end of the foot, and
once more gas flames are called into play. They are concentrated
on the glass, gradually melting it and blowing it inwards
until it flows into contact with the foot and becomes
one with it. The melting is done step by step, while
the parts move around in a circle and each bulb is rotated
to get a perfectly even effect. Finally, the excess portion
of the neck, which has dropped by its own weight below
the level of the foot, is cut off by finely pointed flames.
XIV.
Exhausting the Lamp.
Exhausting is the succeeding
stage; and when we reach this most vital process we
realise at once the reason for the little tube which
protrudes from the interior of the foot. All the air
has to be taken out of 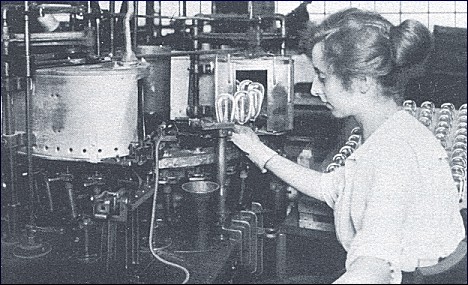 the
lamp and the tube is the passage through which it is
withdrawn. the
lamp and the tube is the passage through which it is
withdrawn.
During exhaustion the lamps are enclosed in a
heated chamber and connected to pumps which extract the air. A whole world of
scientific invention has gone to the perfecting of the pumps and of every detail
of creating the vacuum that nature
is alleged to abhor. The long experience gained in the production of carbon
lamps from 1893 onwards has been invaluable to the Osram Lamp Works in improving
and speeding up the process of exhaustion. Incidental to the process, in the
case of the vacuum lamp, is the use of a special substance, curiously called
the "getter," which is applied as a coating on the filament, before the latter
is mounted. In the process of exhaustion, as in so many other processes in
the making of Osram Lamps, automatic machinery has been developed. It is used
for all standard sizes of Osram Lamps, and it carries out the whole process
of exhausting-and, if necessary, gas-filling-and sealing off by rotating machinery.
All that the operator has to do is to push the
exhaust tube of each,lamp into a rubber bung. As each lamp moves round a system
of valves connects it successively to each of a series of vacuum pumps. While
it is thus being exhausted it is heated by gas flames inside a metal hood to
drive off the gases which cling tenaciously to its inner surfaces. By the time
a lamp has made one circuit of the machine the exhaustion is complete, and it
is sealed off automatically, by a small two-flame burner which melts off its
exhaust tube, thus sealing. it hermetically. So completely automatic is the process
that even the piece of tube left in the rubber bung is removed mechanically to
make room for a new lamp. Each lamp spends only two and a half minutes on the
machine, which delivers exhausted bulbs at the rate of one every 5 1/2 seconds.
Testing for vacuum is carefully carried out for
every lamp. In a darkened cupboard each bulb is subjected to an electrical discharge;
and if any gas remains it reveals its presence by a faint bluish glow. This is
in addition to a similar test applied on the exhausting machine itself, which
ensures that every lamp, as it approaches the sealing off point, exhibits the
quality of its vacuum to the machine operator.
XV.
Secrets of Leading-in Wires.
If we examine the lamp
at this stage, we shall be ready to understand a very
important point about the leading-in wires. They are
lines of communication between the air outside and
the vacuum inside; all the rest is a continuous envelope
of glass. Were the contact between the wires and the
glass not absolutely close, were ever so tiny a passage
left between the wire and the glass through which it
runs, air would gradually leak into the bulb and destroy
the vacuum.
It is essential, therefore, to find a wire which
will not, in cooling, shrink away from the glass. Some metal must be chosen which
will expand when being heated, and contract when cooling, at exactly the same
rate as glass, so that the two act as if they were one. This equal expansion
and contraction must, moreover, be maintained all through the wide range of temperatures
from that of molten glass to ordinary atmospheric temperatures.
Until recently, platinum was the metal generally
used for this purpose. It worked admirably, but it is a very expensive metal,
being much more costly than gold, and lamp makers were obliged to weld a tiny
piece of it on to copper wire in order to obtain a leading-in wire that would
be at once efficient and reasonably cheap. In the Osram lamp of today, however,
no platinum is used. The wire actually employed is made in a special department
of the factory.
There we find a very interesting collection of
apparatus. On one side of the room are electro-plating baths in which bars of
nickel steel are coated with copper, being rotated rapidly in the bath to ensure
a close and uniform coating of deposited copper. The plated bars are then drawn
down, stage by stage, into fine wire which is at the end still copper-coated
nickel steel.
Those of a mechanical turn of mind will be disposed
to linger over the large wire-drawing machines, in each of which eleven stages
of reduction are carried out at once. They are a marvel of ingenuity. The practical
point, however, is that the composite wire they produce acts as well for leading-in
wire purposes as platinum but at a much lower cost.
XVI.
Capping and Testing.
The final stage in the
actual manufacture of the lamp is known as capping,
and is carried out on another of those circular stage-by-stage
machines so familiar in the Osram Works.
A brass cap is filled with a special cement and
placed on the top of the lamp with the leading-in wires protruding through small
holes in the metal segments which make contact when a lamp is placed in a lampholder.
As the lamp moves round the cement is baked hard by an electric heater, fixing
the cap

CAPPING MACHINE
firmly to the bulb, and finally the protruding ends
of the leading-in wires are cut off and a small quantity
of solder put on to join them to the metal segments.
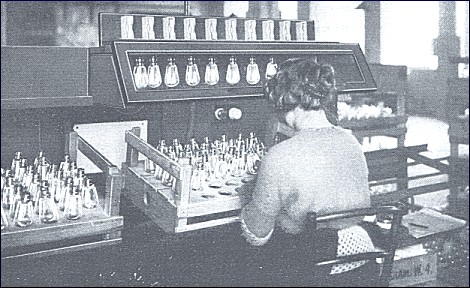
One very important business remains before the
lamp can be placed in stock-its efficiency as a light-giver must be tested. This
is done by means of a photometer (light-measurer) specially designed to give
results at once accurate and rapid. The instrument depends on balancing t he light
of each lamp under test against the light of a standard lamp; simultaneously
with the candle-power the current taken by each lamp is noted. These two items-light
and consumption-form the basis on which lamps are classified. he light
of each lamp under test against the light of a standard lamp; simultaneously
with the candle-power the current taken by each lamp is noted. These two items-light
and consumption-form the basis on which lamps are classified.
So much care is taken at each stage in manufacture
that every Osram lamp which passes the photometric test may well be relied upon
to give satisfactory service. Nevertheless, in order to make assurance doubly
sure, samples are taken at random from every batch of lamps and subjected to
life-tests, and in order that these tests may be absolutely independent, this
duty is entrusted to the Research Laboratories of The General Electric Company
Limited at Wembley.
XVII.
The Gasfilled Lamp.
As a child of the vacuum
lamp, the gasfilled lamp has a general res emblance
to its parent. But there are important differences.
Most important, of course, is the invisible one that
the bulb contains gas.
It has long been known that the effect of introducing
an inert gas, such as nitrogen or argon, into the bulb of an incandescent electric
lamp is :-
1. To cool the filament.
2. To reduce the rate of filament evaporation.
 The maximum efficiency
(or minimum watts per candle) at which a lamp is capable
of being run, is limited by the temperature at which
the filament can be maintained; other things being
equal the higher the temperature the greater the efficiency.
The temperature to which the tungsten filament can
be heated in a lamp is limited by the evaporation of
the filament. The maximum efficiency
(or minimum watts per candle) at which a lamp is capable
of being run, is limited by the temperature at which
the filament can be maintained; other things being
equal the higher the temperature the greater the efficiency.
The temperature to which the tungsten filament can
be heated in a lamp is limited by the evaporation of
the filament.
Evaporation sets a limit to the permissible temperature,
partly because it causes the filament to waste and eventually to break, but more
particularly because the evaporated substance is deposited on the bulb and, being
opaque, obscures the light.
CHECKING CANDLEPOWER OF OSRAM LAMPS WITH A PHOTOMETER.
The function of the
gas in a gasfilled lamp is to prevent evaporation of
the filament and accordingly make possible the use
of higher temperatures, without either accelerating
the blackening or shortening the life of the lamp.
The gas, however, operates to cool the filament by
taking energy from the wire in the form of heat and
carrying it wastefully away to the walls of the bulb.
In order to make the gasfilled more efficient than
the vacuum lamp, it is necessary that the gain in efficiency.
obtained by raising the temperature of the filament
must exceed the loss due to this cooling effect.
It is pointed out in patent 10918/13 that to fulfill
this requirement the filament must be comparatively thick, indeed much thicker
than is practicable for ordinary commercial lamps, and since the length and diameter
of a tungsten filament for a lamp of given candle power and voltage are unalterable,
it would seem impossible to achieve this result.
FINAL TESTING.
This difficulty, however, is overcome
by an ingenious device which is one of the inventions
claimed in the master patent. The relation between
the thickness and resistance of any filament which
leads to the difficulty, holds only so long as the
current flows straight along the filament; if it could
be made to flow in the same filament along a much longer
path, the resistance would be increased but the surface
unchanged. This result is effected by making the filament
a closely wound spiral of very fine wire, which, in
respect of light emission and heat loss in the gas,
acts very nearly as if it were a short wire, of the
same thickness as the external diameter of the spiral,
whilst still having the high resistance of a long thin
wire.
A further effect of introducing gas (also mentioned
on the patent) is to convey the evaporated particles to the top of the bulb.
For this reason the bulb of the Osram Gasfilled Lamp is "club-shaped," this shape
being chosen to offer considerable cooling surface to the hot gas rising from
the filament whilst the small amount of evaporated tungsten is deposited where
the slight blackening does not obscure the light.
Broadly, the making of a gasfilled lamp follows
the same lines as that of a vacuum lamp. All we need explain here, therefore,
are the processes which are peculiar to the former.
The first is the winding of the straight wire
into a spiral. Originally this was done by hand, but very soon the Osram Lamp
Works evolved machines to do the business more rapidly and more accurately than
was possible by hand work. In these machines a bobbin carrying tungsten wire
revolves round a straight wire called a "mandril." As the mandril travels slowly
along, the tungsten wire forms a spiral round it.
If we watch a machine doing this work for the
large types of gasfilled lamps we will note that at short intervals there is
a pause in the process. During each of these intervals the wire is not spiralled,
so that in the end there is, not a continuous spiral, but a series of spiral
lengths joined by short straight sections. When the winding is completed, the
wire is carefully drawn off the mandril.
As we follow the lamp making a little
further we see the reason for these straight pieces. The spiral filament is mounted
in a horizontal circle which, in some of the large lamps, is zig-zagged to get
more wire into the circle. Looking at such a lamp closely, we see that the supports
hold the filament at the straight pieces, the spirals running from support to
support.
It is only in the larger gasfilled lamps, however,
where the filaments are comparatively thick and heavy, that the mounting is done
in this way. The smaller lamps, such as are used for domestic lighting, have
a continuous spiral. This is so thin and fine that it could not be drawn off
the mandril without stretching the spiral and spoiling the perfect evenness which
is needed to make a satisfactory filament. In order to get over this difficulty,
a very ingenious device is used. The filament is wound on a thin wire of soft
brass; and after completion the whole is immersed in a bath of nitric acid, which
dissolves out the brass and leaves the spiral of tungsten wire unaffected.
At the next stage this spiral is cut into lengths,
each length being of the exact size for mounting in a lamp. In order to
make quite sure that each length is perfect and contains the correct length of
wire, it is weighed in a very sensitive balance and any length that is too light
or too heavy rejected.
The mounting is done very much in the same way
as with a vacuum lamp, the wire being hung on the supports. There is, however,
only one set of supports, and stout nickel wires are used to connect the ends
of the filament with the copper-clad leading-in wires in the glass stem. This
connection is made by electric welding-an operation taking only a fraction of
a second.
One might imagine that, as the bulb is to be filled
with gas in any case, little trouble need be taken about getting a perfect vacuum
in making a gasfilled lamp. The truth, nevertheless, is "very much otherwise," and
paradoxically enough, a good vacuum is even more essential for a gasfilled lamp
than for a, vacuum lamp. Particular care is therefore taken to extract all the
air and other gases after the stem and bulb have been assembled and when a first-rate
vacuum is attained, a mixture of pure argon and nitrogen gas is introduced into
the bulb by a modification of the valve gear mentioned in the description of
the exhausting machine in an earlier chapter.
Argon is one of the romances of science. It lay
hidden long after it was believed that every constituent of the air had been
discovered-so much oxygen, so much nitrogen, and a trifling amount of a few other
familiar, things. That seemed all-until a discrepancy between the nitrogen that
ought to be in the air and that was in the air, set the late Lord Rayleigh hunting
for the reason. The reason was the presence of argon- a gas so inert, chemically
so absolutely lazy, that it could hardly be induced to give a sign of its existence.
PART OF A STOCKROOM AT THE OSRAM-G.E.C. LAMP WORKS, WHERE A
STOCK OF OVER 3 MILLION
LAMPS IS KEPT.
As already explained,
the presence of this gas in a lamp bulb enables the filament
to be run extremely hot. The filament heats the argon,
making it rise to the upper parts of the lamp where it
is cooled and descends again, keeping up, this circulation
continuously.
In the larger gasfilled lamps will be noticed
a transparent disc of mica surrounding the stem. This disc acts as a baffle
to the rising current of hot argon, and prevents overheating of the glass surrounding
the leading-in wires, which, since glass loses its insulating properties
very rapidly as its temperature rises, would otherwise be liable to electrolytic
decomposition by current passing between the wires embedded in its substance.
When the gasfilled lamp first came on the scene
it was made only in large sizes. Now it is produced in sizes ranging from
dazzling units of 10,000 candle- power down to lamps suitable for domestic lighting.
It is also made in many special forms for cinematograph lanterns, and for optical
purposes; while there is a host of low-voltage gasfilled lamps for motor
cars, railway carriages and other special uses. Each main class of gasfilled
lamp has a complete factory section to itself at the Osram Lamp Works, so as
to ensure rapid production with the highest degree of skill.
XVIII.
The "Osglim" Lamp.
It may seem a strange
virtue in a lamp that it should give very little light.
Yet this is the virtue that distinguishes the "Osglim" lamp,
which has a corner of the Osram Lamp Works all to itself.
The "Osglim" is a gasfilled lamp, but it has no
filament. The gas it contains is called neon, and in place of a filament it has
two pieces of metal known as "electrodes." When the lamp is "on," the electricity
passes through the neon gas from one electrode to the other, and the gas glows
round one of the electrodes with a soft rosy light.
So the "Osglim" makes an ideal night-light. And
by virtue of the fact that the glowing electrode can be cut to any shape, such
as a letter or a figure, the "Osglim" can be used to build up an electric sign.
Inside the cap is a flat coil of wire; the wire
is very thin and it is insulated with a thin coat of enamel. Its purpose is to
act as a "resistance" to prevent more than a tiny amount of electricity passing
through the lamp.
As the "Osglim" takes so many forms-letters, figures,
and so on-its production is largely a matter of hand labour after the coils have
been wound and the electrodes stamped out by machinery.
XIX.
The Wireless Valve.
Thanks to the popularity
of "broadcasting," everybody today is familiar with
the wireless valve. But how many of those who listen
daily to the concerts, stories, and news disseminated
by wireless telephony know that the valve which makes
these wonders possible is a descendant of the electric
lamp?
It was during the war that the wireless valve
was first widely used. For a time, therefore, its achievements were more or less
a secret. The world in general knew vaguely that wireless telephony had made
vast strides, but it knew little of the marvellous lamp-like appliance which
provided the most flexible and sensitive receiver, which could amplify a wireless
whisper into a shout, and could act as a transmitter of wireless waves as well
as a detector.
VALVE MAKING. AN ASSEMBLING BAY.
Whilst the general public at that time
were still unfamiliar with the Wireless Valve, yet
many thousands of men in the fighting services, to
whom wireless meant so much during the War, soon became
as familiar with "Osram" Valves as
they were with Osram Lamps.
Directly the importance of the valve became apparent,
the G.E.C. devoted no small proportion of the Osram factory to investigating
how best it could be designed and produced in bulk. The highest success attended
these efforts, and during the war the Osram factory was called upon to make huge
numbers of wireless valves for the fighting services. In due course this work
led to the establishment of a separate manufacturing organisation which is engaged
in the production of wireless valves of all types, and for which a separate section
of the Osram factory has been set aside.
MAKING THE VALVE "FOOT". A SPECIAL SECTION OF THE OSRAM LAMP WORKS
IS SET ASIDE
FOR THE MANUFACTURE OF VALVES.
A further development
has since taken place. A full appreciation of the great
work carried out by the Marconi Company has led to
an amalgamation of interests of the valve business
of the two companies and the present valve factory
within the Osram Works is the Joint property of The
General Electric Co. Ltd. and the Marconi Company.
This organisation is now carried on under the name
of The M.O. Valve Co. Ltd., and these valves are sold
under the joint names of the Osram and Marconi Companies.
XX.
Welfare Work.
"Welfare Work" has quite
a modern sound. The phrase was quite unfamiliar until
during the war. Then the Government took special care
and set experts at work to ensure the health and comfort
of the hundreds of thousands of male and female workers
recruited for the nation's industries.
At Brook Green, however, welfare work is really
an ancient institution. From the earliest days of the Robertson Electric Lamp
Works the well-being of all the employees has been an active concern of the management.
Not only were the working conditions such as heating, lighting, and ventilation-the
subject of constant thought and improvement, but care was extended to the hours
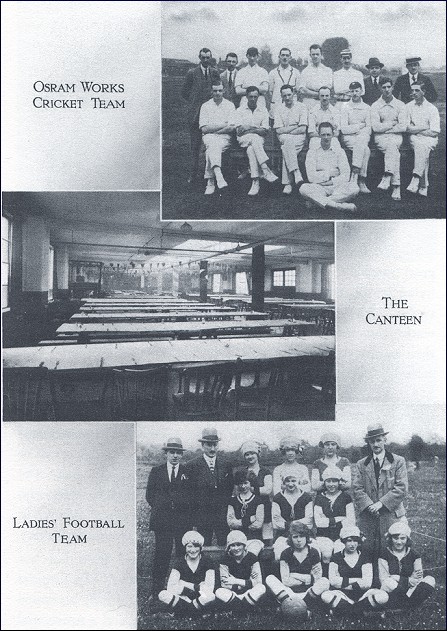
of leisure. Good food being the foundation of good health, the Company instituted
a dining-hall and canteen where dinners and teas of good quality are, provided
at the minimum of cost. The dining hall is available in the evening for concerts,
dances, and other entertainments, the organisation of which is in the hands of
a committee of the workpeople themselves. Every encouragement is given to cricket,
football, tennis, and other sports, and a large playing field is provided on
a site convenient to the works.
Attached to the works is a Club House for the
benefit of the staff. Facilities are provided not only for meals but for billiards
and other forms of recreation. Here again the admirable principle of democratic
management is carried out with great success, the directors contenting themselves
with aiding and supplementing the initiative of the members of the staff.
Whilst perhaps not coming strictly under
the heading of "Welfare Work" it is appropriate that
mention should here be made of the Osram Works Fire
Brigade. This was formed many years ago, and an exceedingly
high standard of efficiency has been reached by careful
training and practice. To-day the Osram Fire Brigade
ranks amongst the finest private brigades.in Great
Britain a notable achievement amongst the host of others
to their credit being the winning of The Corporation
of London Shield for Private Fire Brigades.
XXI.
Research.
Regarded from the outside,
the Osram Lamp Works is a great machine. From the inside,
however, it is more like a living thing, ever growing,
ever changing, ever renewing its vigour. More than
once, in the rapid progress of the lamp world from
carbon filaments to squirted tungsten filaments, and
then to drawn tungsten wire put in a vacuum and later
in a gasfilled bulb, the factory has been metamorphosed.
THE RESEARCH LABRATORY OF THE G.E.C.
Much of this restless energy of growth
has come from the men engaged on the daily work of producing
lamps. They have sought out new ways of doing things,
devised and tested new machines, and in countless ways
contributed to the progress of the electric lamp. But
much also has been done by those who stood apart from
the hurry and strain of manufacture, those who worked
in laboratories and sowed a thousand seeds of research
in the hope that one might take root and yield an abundant
harvest.
Recognising the value of research, detached from
but not divorced from the actual business of production, The General Electric
Company, Limited, has erected large and fully equipped Research Laboratories
at Wembley, Middlesex, and a substantial portion of these Laboratories is devoted
specially to research in connection with electric lamps and wireless valves.
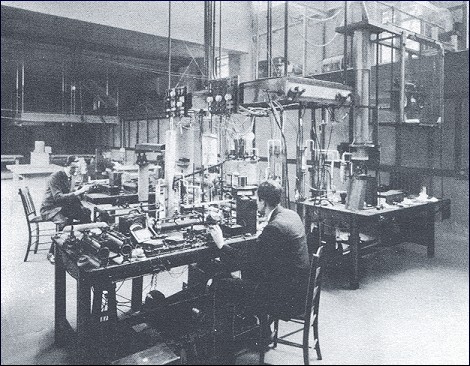
VIEW OF THE VACUUM PHYSICS LABRATORY.
No one with a scientific
turn of mind can visit these Research Laboratories
without feeling that here is the ideal place to spend
one's life in the pursuit of knowledge. The site lies
in almost open country, and therefore enjoys the quietude
so essential to scientific work; it is nevertheless
close enough to London to feel the stimulus communicated
by the ceaseless pulse of the greatest of cities. The
building itself is an inspiration in its dignified
simplicity of outline.
Part of the Laboratory equipment consists of small
experimental factories for making lamps, tungsten wire and thermionic valves,
etc. The personnel engaged on this work is not large, but sufficient to carry
on their regular processes.
Raw material, or when convenient, partly manufactured
parts, are drawn from the works and kept in store at the laboratories for the
experimental factories to work upon. The finished product, if of the stock pattern,
is returned to the works and added to their manufactured product for sale, but,
of course its total is exceedingly small. An appreciable part of the output of
the laboratory factories at any time may be non-standard as the result of the
introduction of innovations, and such product is usually put to special tests.
At Wembley, in short, we have the replica of an
electric lamp factory, with each department arranged like a laboratory or a workshop,
so that new materials, new processes, new machines can be evolved and tested.
A better electric lamp is the goal in view. Pure science, followed by experiment,
is the method by which the goal will be approached.

LAMP LIFE-TESTING RACKS FOR LIFE TESTS OF OSRAM LAMPS AT THE
RESEARCH LABRATORIES OF THE G.E.C.
Let us now thread our way through the
apparent maze of rooms. Glass and tungsten being the
two chief ingredients of an electric lamp or valve,
we find first a foundry equipped with furnaces for
research into the qualities of glass. Adjacent to the
foundry is a section devoted to tungsten. It is equipped
with all the necessary plant for refining tungsten
ore, making the slugs, and drawing the wire. All the
tungsten wire produced in this section is made into
lamps, so that its performance can be checked with
accuracy on a practical basis. Accompanying the ordinary
tests, there is a close microscopic examination of
the tungsten at the various stages from the slug to
the wire, and from the wire to the filament, through
its "life" in the lamp.
On the mechanical side there is a "Lamp Development
Section," where every new idea in lamp-making machinery is tried out. In connection
with this and other sections there are admirably equipped workshops "where any
kind of machine likely to be required for lamp production can be built. Any special
appliance needed in research or for experimental work can also be turned out.
The advantage of these facilities will become clear when one contemplates the
extraordinary variety of demands which the research workers are likely to make.
Elaborate arrangements are made for photometric
tests and life tests of lamps. Here it may be mentioned that the staff of the
Research Laboratories takes samples as it pleases from the lamps turned out at
Hammersmith and subjects them to rigorous tests. Over 50 kilowatts are used continuously
in this work.
As behoves an up-to-date research laboratory,
Wembley possesses a very fine equipment for photometric work. Integrating photometers
are used for testing the spherical candle-power of lamps, and in the experimental
photometer room the photometer bench is capable of extension to seventy feet,
so that the most powerful lamps can be accurately tested.
The lamp testing section just mentioned is a striking
feature. On the racks where the life tests are carried out, it is possible to
obtain every type and pressure of current likely ever to be wanted in connection
with lamps. The changes are rung by plugging into certain rows of contacts which
are arranged with a simplicity and orderliness which arouse the enthusiasm of
the observer. Everything has been done so that the research worker will obtain
what he wants at once and with accuracy.
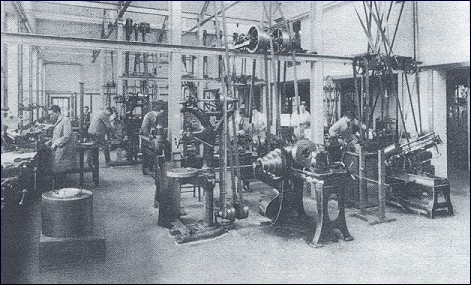
ONE OF THE WORKSHOPS AT THE RESEARCH LABRATORIES OF THE G.E.C.
This admirable provision pervades and
characterises the whole establishment. Most of the
sections we have described abut on the main corridor
which traverses the building; and over this corridor
is a gallery which contains the chief pipe system and
electric mains for all the laboratories. The pipes
are carried on a vertical rack down the centre of the
gallery, and the electric cables are on a series of
telegraph pole fittings at the side. Every here and
there the pipes and cables are tapped to supply a laboratory.
In the Physics Laboratory, where elaborate researches
are carried out, the convenience of this method of tapping trunk mains is admirably
shown. The pipes from the trunk main are brought in at ceiling level and branch
down to large rectangular wooden frames about eight feet from the ground. A tap
is fitted at the end of each pipe, and the whole equipment enables the experimenter
to obtain compressed air, coal gas, hydrogen, water, electricity and three degrees
of vacuum merely by making a connection with the appropriate terminal on the
frame.
As already hinted, the electric power supply is
very admirably arranged. Current comes into the building at 3,000 volts from
the mains of the North Metropolitan Electric Power Supply Company, and is transformed
down to low voltage, at which it is distributed from a large switchboard for
power and lighting purposes. Motor generators are installed to give direct current,
and a booster is employed to charge the various batteries situated in large rooms
off the gallery described above. Three sets of distribution boards in different
parts of the building are provided with connections and inter-connections which
enable the experimenter, no matter in which room he may be, to switch on the
particular kind of current he needs, with the least possible delay.
It has long been a reproach against British manufacturers
in general that they did not devote enough attention to research. This reproach
was often made without-on the one hand-knowledge of how much research work these
manufacturers did in a quiet way, and, on the other hand, a full realisation
of the conditions which sometimes made impossible any scheme of research on a
large scale. But however that may be, The General Electric Company, Limited,
has given, in this Wembley enterprise, an overwhelming proof of its belief in
the efficacy of research. These Research Laboratories represent absolutely the
last word in scientific equipment; they are admirably designed and they supply
the investigator with all his heart could desire under ideal conditions.
From the Company's point of view they afford an
assurance that the Osram Lamp will keep in the van of progress and that the first
glimmer of the dawn of new developments in electric lighting will not go unperceived.
From the lamp user's point of view they are a guarantee that the progress marked
by the Osram enterprise, from the Robertson Lamp days onward, will prove but
the first stages of a rapid development.
-end-
|






{kind=link}